Para elegir el venturi adecuado para la aplicación en cuestión, es necesario conocer el volumen total de aire del sistema, el nivel de vacío deseado y el tiempo disponible para alcanzarlo.
El tipo de ventosas instalado en el circuito de vacío, así como el o los productos manipulados, participan en la determinación de la capacidad de aspiración necesaria para evacuar el aire.
La elección de un venturi depende de varios factores, como:
• el peso y tamaño de las piezas
• el cumplimiento de los tiempos de ciclo:
La frecuencia de funcionamiento de una máquina incluye el tiempo de agarre, el tiempo de transferencia y el tiempo de liberación.
el tipo de piezas a manipular (porosas, estancas):
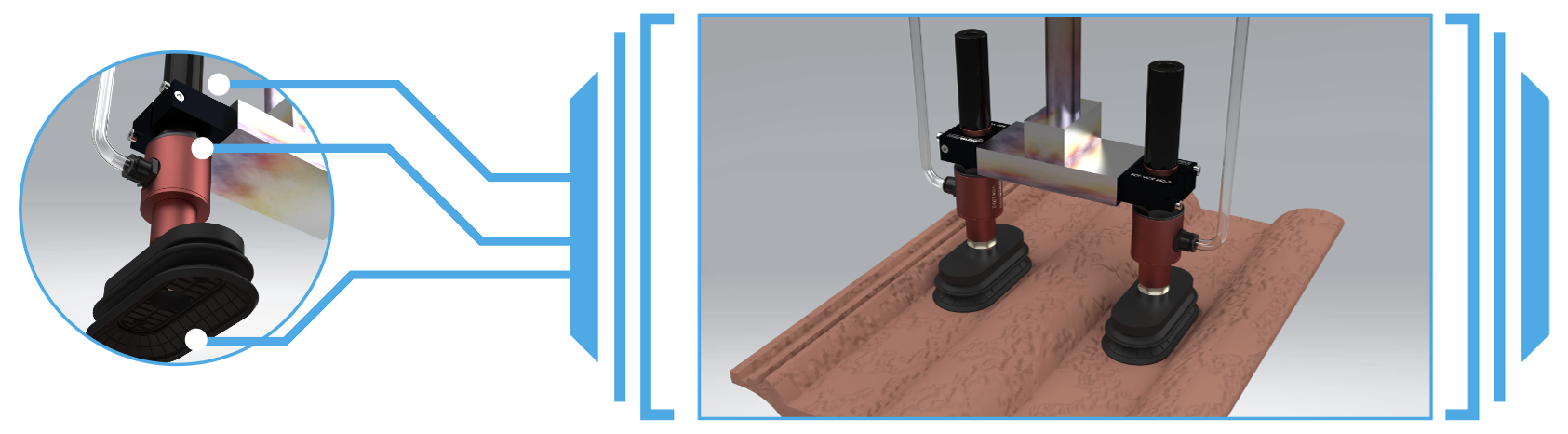
Si la pieza a manipular es porosa o irregular, las fugas de aire serán inevitables. Para compensar estas fugas y así mantener la sujeción, es necesario tener un flujo de aire importante. Por lo tanto, el nivel de vacío debe ser bajo, entre el 30% y el 55% de vacío. Si la pieza a manipular es estanca y sin fugas, el nivel de vacío debe ser alto y puede situarse entre el 55% y el 80% de vacío, o más en caso de una exigencia de vacío muy elevada. La elección del venturi se realiza en función del tiempo de vaciado del sistema de vacío.
Por ejemplo:
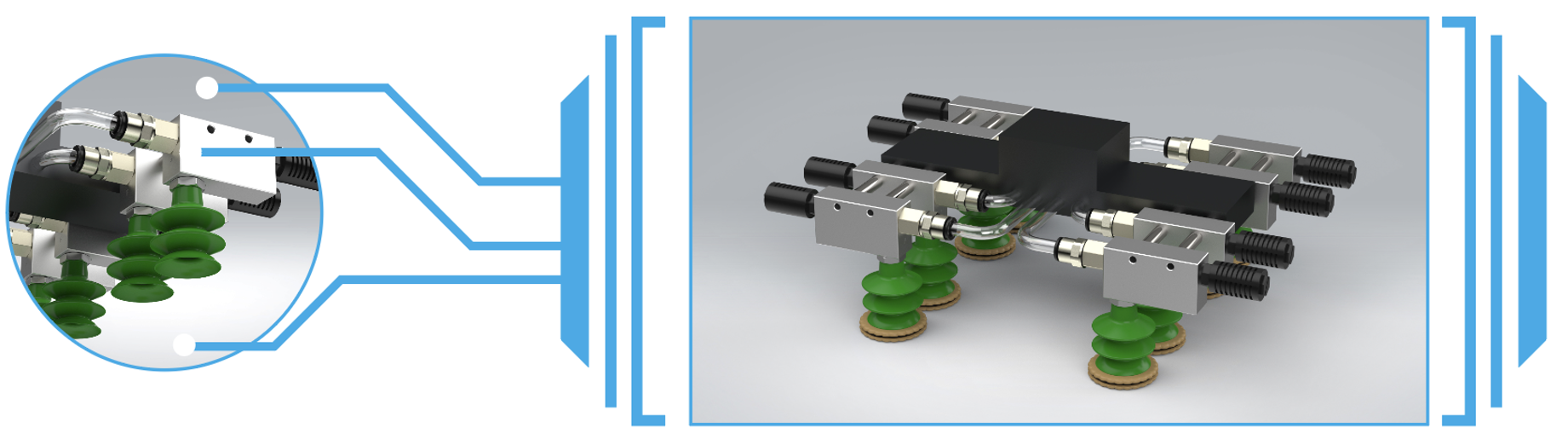
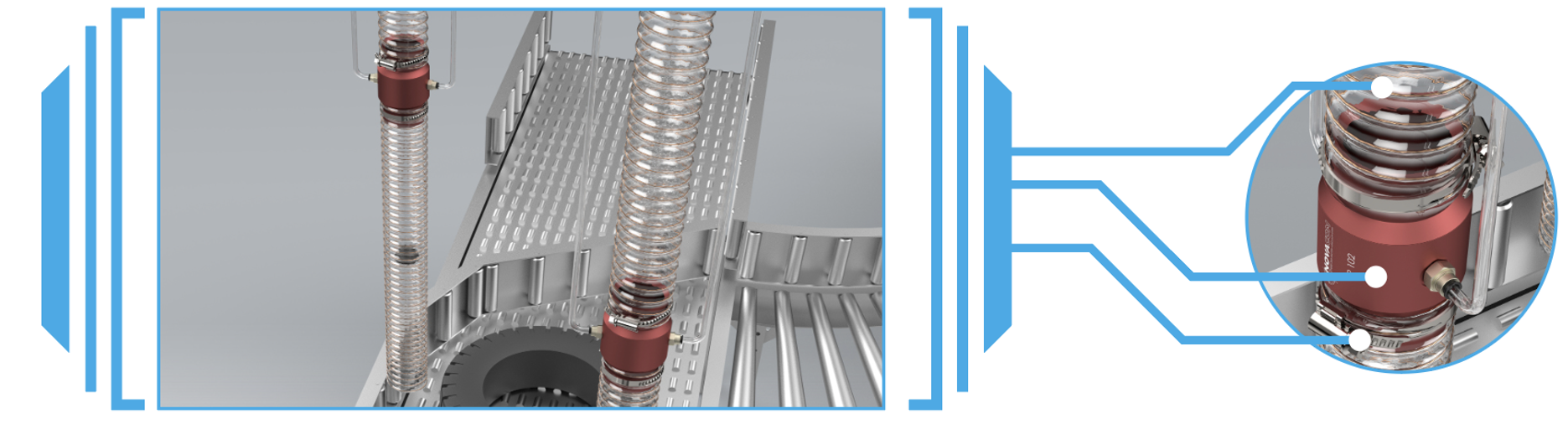
Para la sujeción de cartón, un material poroso con presencia de fugas, utilice un venturi al 40% de vacío con un flujo de aire importante como el venturi monoetapa serie VT (baja presión de alimentación de aire comprimido, 3 bar, para alcanzar el 40% de vacío). Para la sujeción de vidrio, un material estanco y sin fugas, utilice un venturi al 93% de vacío con un flujo de aire bajo como el venturi multietapa serie VMEH.
Para manipular las piezas de manera segura, es importante elegir el venturi adecuado.
*Coeficiente de 2 para sujeciones horizontales y de 4 para sujeciones verticales.