In order to choose the appropriate venturi for the relevant application, it is necessary to know the total air volume of the system, the desired vacuum level, and the time available to reach it.
The type of suction cups installed on the vacuum circuit as well as the product(s) being handled participate in determining the necessary suction capacity to evacuate the air.
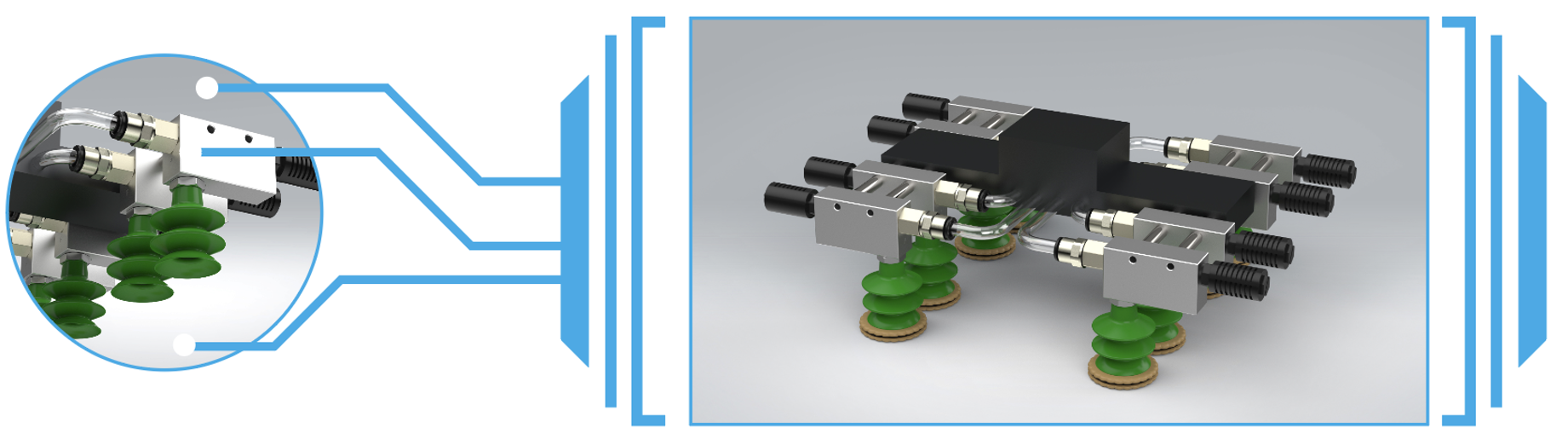
The choice of a venturi depends on several factors such as:
• lhe weight and size of the parts
• compliance with cycle times:
The operating rate of a machine includes pick-up time, transfer time, and release time.
The type of parts to be handled (porous, sealed):
If the part to be handled is porous or irregular, air leaks will be inevitable. In order to compensate for these leaks and thus maintain the grip, it is necessary to have a high flow rate. The vacuum level must therefore be low, between 30% and 55% vacuum. If the part to be handled is sealed and without leaks, the vacuum level must be high and can range from 55% to 80% vacuum, or more in the case of a very high vacuum requirement. The choice of the venturi is therefore made according to the emptying time of the vacuum system.
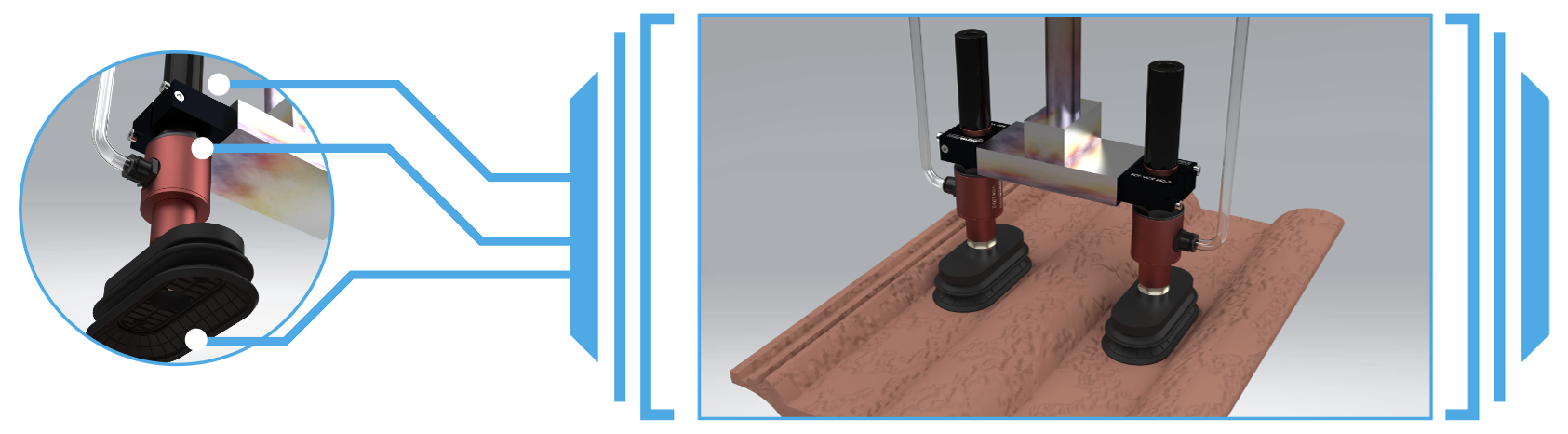
For example:
For picking up cardboard, a porous material with air leaks, use a venturi at 40% vacuum with a high flow rate such as the single-stage VT series venturi (low compressed air supply pressure, 3 bar, to reach 40% vacuum). For picking up glass, a sealed material without leaks, use a venturi at 93% vacuum with a low flow rate such as the multi-stage VMEH series venturi.
To handle parts safely, it is important to choose the appropriate venturi.
*Coefficient of 2 for horizontal picks and 4 for vertical picks.